1-805-484-2992
Quotes - Engineering - SalesDairy Heat Exchangers for Condensed Milk Processing
Condensed milk production requires controlled evaporation under vacuum to remove 6070% of water while preventing Maillard browning and viscosity issues. Heat exchangers with regenerative preheat and multi-stage vacuum systems concentrate milk to 4050% solids at 5070C, ensuring FDA compliance, energy efficiency, and consistent product quality.
Applications
- Preheating & Regeneration: Incoming milk is preheated to 7090C using vapor from first-effect evaporation, recovering up to 85% of energy in triple-effect systems.
- Advantage Chillers: High-efficiency process chillers provide precise temperature control for dairy production, rapidly removing heat to protect product quality and maintain optimal conditions for processing sweetened and unsweetened condensed milk.
- Final Cooling & Standardization: Concentrated product is cooled to 3035C via chilled water loops to control crystallization and viscosity before seeding or canning.
- CIP with High-Solids Cleaning: Automated CIP sequences with caustic, acid, and enzyme cycles dissolve sugar and protein deposits, restoring heat transfer in high-fouling environments.
- Sugar Dosing Control: Inline heat exchangers maintain precise temperatures during sugar syrup injection, preventing caramelization and ensuring uniform sweetness in sweetened condensed milk.
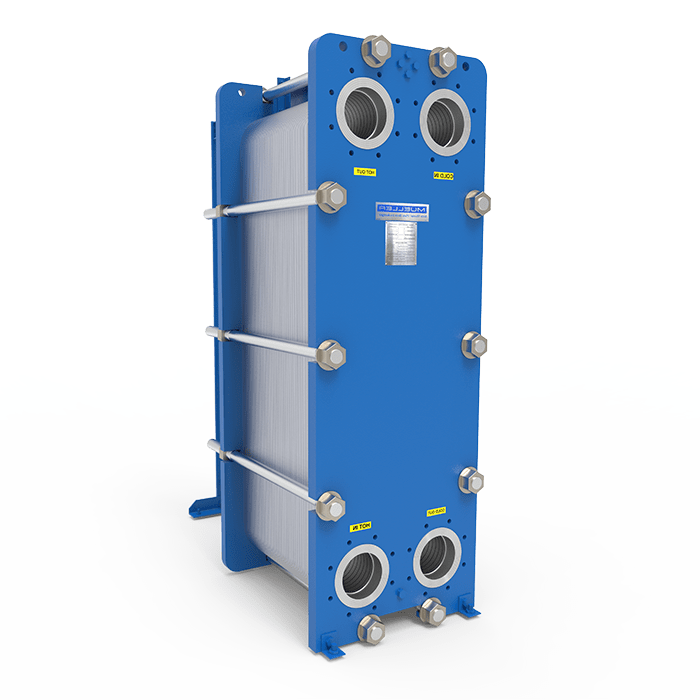
Plate & Frame Exchangers
Compact High-Efficiency Heating & Cooling
- Up to 10,000 L/h Capacity
- Regenerative Energy Recovery
- CIP-Compatible Gaskets
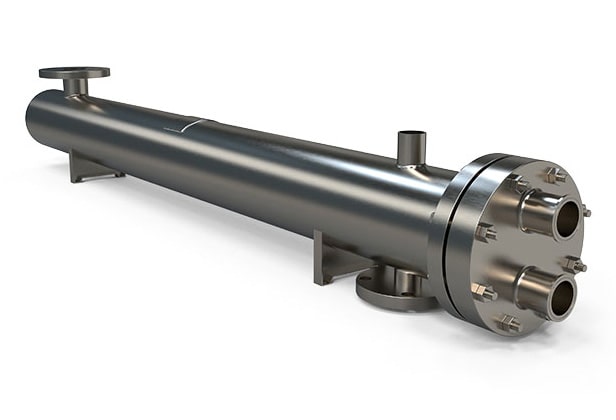
Shell & Tube Exchangers
Robust for Viscous Milk Flows
- Custom Tube Configurations
- High-Pressure Handling
- Sanitary Tri-Clamp Fittings
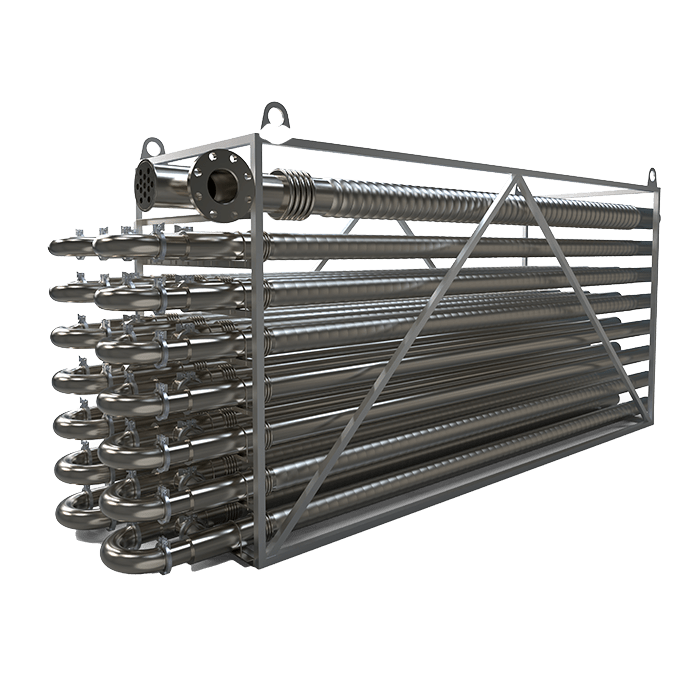
Tube-in-Tube Exchangers
Gentle, Low-Fouling Heat Transfer
- Coaxial Tube Design
- Ideal for Pre/Post-Homogenization
- Fully CIP & 3-A Compliant
Advantage Chillers
Precision Cooling to 0.5°C
- Water or Glycol Systems
- ±0.1°C Temperature Stability
- Stainless Steel & CIP Ready

The Benefits of Dairy Heat Exchangers for Condensed Milk Processing
Condensed milk production demands exceptional control over viscosity, color, and flavor during high-solids concentration. A major manufacturer reduced evaporation energy by 52% after installing a triple-effect falling film system with integrated tubular preheaters and automated condensate management. The upgrade eliminated scorching, improved run times by 60%, and achieved consistent 45% solids with zero batch rejections over 12 months.
These heat exchangers feature 316L stainless steel with wide-gap plates or corrugated tubes to handle viscosities up to 10,000 cP without fouling. Vacuum-compatible seals, electropolished surfaces, and CIP-optimized geometry ensure complete drainage and cleaning. PLC controls maintain precise delta T across effects, while real-time Brix monitoring via inline refractometers supports automatic standardization.
From small-batch artisanal producers to global sweetened condensed milk brands, our systems deliver energy-efficient evaporation, gentle thermal processing, and reliable cleanabilityensuring every can meets premium standards for texture, taste, and shelf stability.
