1-805-484-2992
Quotes - Engineering - SalesDairy Heat Exchangers for Butter Processing
Butter manufacturing requires temperature management for cream pasteurization, ripening, churning, and washing. Plate-and-frame exchangers pasteurize at 8595°C, tube-in-tube gently heat for ripening at 1520°C, shell-and-tube process viscous butter masses, and Advantage chillers cool wash water or final product to 1015°Call reducing fouling from butterfat while maintaining 3-A sanitation standards.
Applications
- Cream Pasteurization: Heat exchangers pasteurize raw cream at 8595°C to eliminate pathogens before cooling for ripening or churning.
- Ripening Temperature Control: Gentle heating maintains 1520°C for cultured butter fermentation, developing diacetyl flavors evenly.
- Churning Support: Pre-churn cooling or heating optimizes cream temperature (814°C) for efficient fat agglomeration in continuous systems.
- Butter Washing & Cooling: Chillers provide cold water (24°C) for washing to remove buttermilk, and cool butter to 1015°C for working and packaging.
- CIP for Butterfat Residues: Automated CIP removes heavy butterfat buildup using hot alkaline solutions, ensuring hygiene in butter lines.
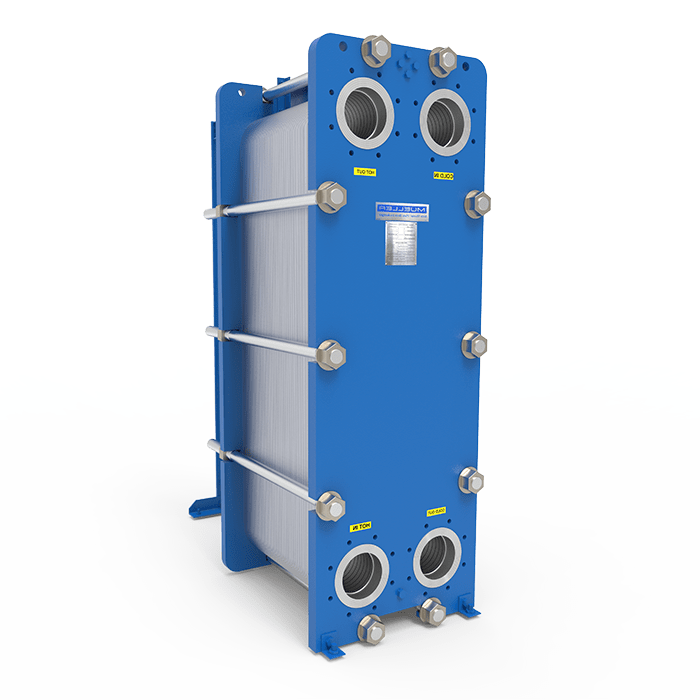
Plate & Frame Exchangers
Compact High-Efficiency Heating & Cooling
- Up to 10,000 L/h Capacity
- Regenerative Energy Recovery
- CIP-Compatible Gaskets
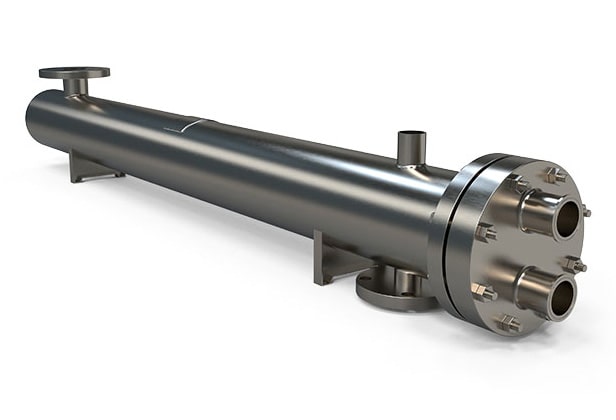
Shell & Tube Exchangers
Robust for Viscous Milk Flows
- Custom Tube Configurations
- High-Pressure Handling
- Sanitary Tri-Clamp Fittings
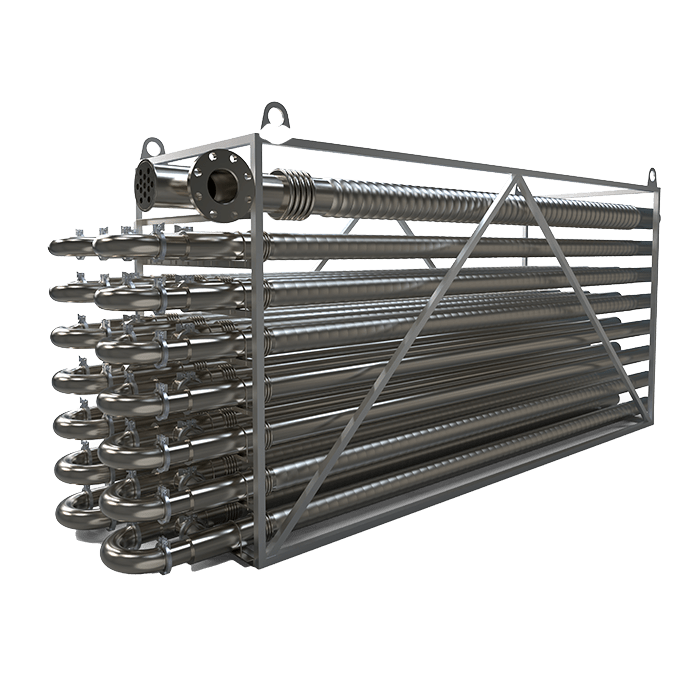
Tube-in-Tube Exchangers
Gentle, Low-Fouling Heat Transfer
- Coaxial Tube Design
- Ideal for Pre/Post-Homogenization
- Fully CIP & 3-A Compliant
Advantage Chillers
Precision Cooling to 0.5°C
- Water or Glycol Systems
- ±0.1°C Temperature Stability
- Stainless Steel & CIP Ready

The Benefits of Dairy Heat Exchangers for Butter Processing
Butter production relies on exact temperature sequences to achieve desired spreadability, flavor, and yield. A European butter maker increased churn efficiency by 25% using shell-and-tube exchangers for cream pasteurization and tube-in-tube for controlled ripening, combined with Advantage chillers for precise wash water coolingreducing water use by 35% and improving texture consistency with no off-flavors over 15 months.
These exchangers feature high-fat tolerant designs with corrugated tubes and wide gaps, 316L stainless steel, and crevice-free construction for easy CIP. Regenerative systems recover heat from pasteurized cream to preheat incoming batches, while PLC monitoring ensures optimal ripening temperatures for cultured varieties. Acid-resistant materials handle lactic cultures in sweet cream butter alternatives.
From traditional batch churns to modern continuous buttermakers, these heat exchangers provide reliable pasteurization, temperature-optimized ripening, and efficient coolingyielding butter with superior aroma, firmness, and microbial safety for table, baking, and export markets.
