1-805-484-2992
Quotes - Engineering - SalesDairy Heat Exchangers for Milk Processing
In milk processing, precise heat transfer is essential to eliminate pathogens, preserve nutritional value, and achieve desired product consistency. Dairy heat exchangers, including plate-and-frame, shell-and-tube, and tube-in-tube designs, deliver efficient heating to 72°C for HTST pasteurization or 135°C for UHT, followed by rapid cooling to 4°C, ensuring compliance with FDA, PMO, and 3-A standards while minimizing fouling from milk proteins and fats.
Applications
- Raw Milk Pre-Heating: Heat exchangers warm incoming milk from 4°C to 4050°C using regenerative sections, recovering heat from pasteurized milk to boost energy efficiency by up to 95% in large-scale processing.
- Pasteurization (HTST): Plate heat exchangers achieve 72°C for 15 seconds, killing Listeria and Salmonella while retaining 99% of vitamins, supporting daily output of 100,000+ liters in fluid milk plants.
- Cooling After Pasteurization: Integrated cooling sections drop milk to 4°C in seconds using chilled water or glycol loops, preventing bacterial regrowth and extending shelf life to 21 days.
- UHT Sterilization: Tubular heat exchangers handle 135150°C for 25 seconds, enabling aseptic packaging for ambient-stable milk with 6-month shelf life without refrigeration.
- Evaporation for Condensed Milk: Multi-effect falling film evaporators concentrate milk to 4050% solids at low temperatures (5070°C), preserving flavor and reducing energy use by 70%.
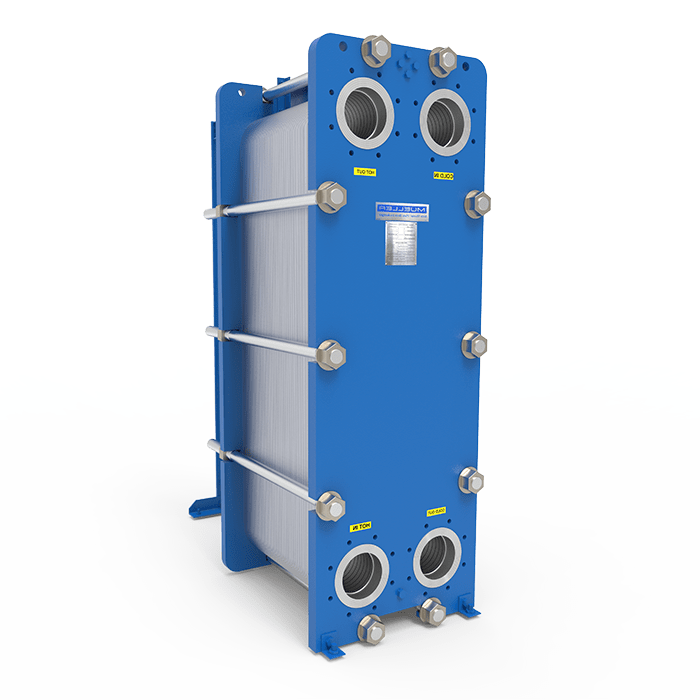
Plate & Frame Exchangers
Compact High-Efficiency Heating & Cooling
- Up to 10,000 L/h Capacity
- Regenerative Energy Recovery
- CIP-Compatible Gaskets
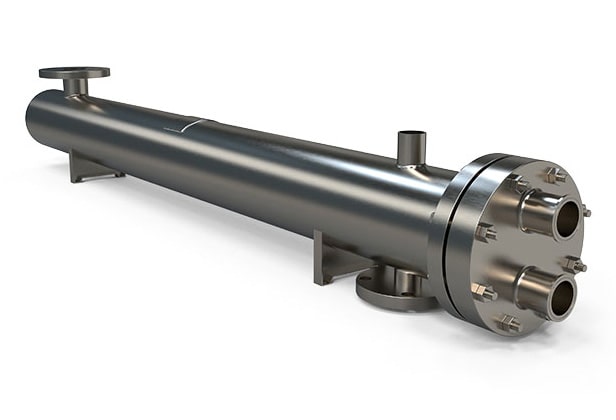
Shell & Tube Exchangers
Robust for Viscous Milk Flows
- Custom Tube Configurations
- High-Pressure Handling
- Sanitary Tri-Clamp Fittings
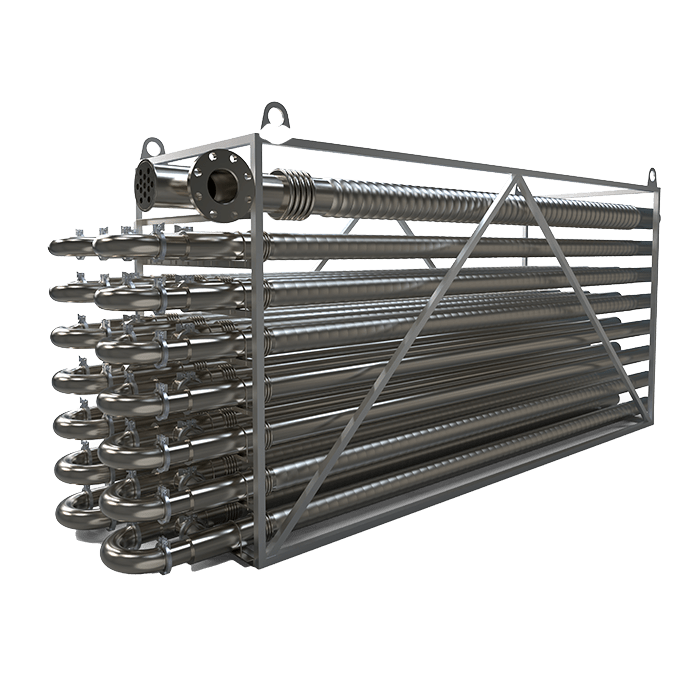
Tube-in-Tube Exchangers
Gentle, Low-Fouling Heat Transfer
- Coaxial Tube Design
- Ideal for Pre/Post-Homogenization
- Fully CIP & 3-A Compliant
Advantage Chillers
Precision Cooling to 0.5°C
- Water or Glycol Systems
- ±0.1°C Temperature Stability
- Stainless Steel & CIP Ready

The Benefits of Dairy Heat Exchangers for Milk Processing
In milk processing, reliable heat exchangers are vital for food safety and operational efficiency. A mid-sized dairy cooperative faced $500K in losses from Listeria outbreaks linked to inadequate pasteurization hold times. After upgrading to multi-section plate heat exchangers with automated temperature controls and integrated CIP, they achieved 99.99% pathogen reduction, cut energy costs by 40%, and passed all PMO inspections for over two years with zero recalls.
Dairy heat exchangers feature electropolished 316L stainless steel surfaces, crevice-free welds, and EPDM gaskets compliant with FDA and 3-A standards. Regenerative designs recover up to 95% of heat, while scraped-surface options handle viscous flows without fouling. PLC integration with SCADA systems provides real-time monitoring, alarm notifications, and data logging for HACCP compliance.
From farm-level reception to high-volume bottling lines, these systems support white milk, lactose-free, condensed, and recombined varietiesdelivering consistent quality, reduced waste, and scalable performance for processors of all sizes.
