1-805-484-2992
Quotes - Engineering - SalesDairy Heat Exchangers for Dairy Permeate Processing
Dairy permeate processing involves handling the lactose-rich filtrate from milk or whey ultrafiltration, requiring gentle heat transfer to pasteurize without caramelization and concentrate efficiently. Plate-and-frame exchangers pasteurize at 7275°C, shell-and-tube manage multi-effect evaporation to 5060% solids, tube-in-tube provide low-shear cooling, and Advantage chillers cool to 410°C for storage or dryingall while minimizing lactose fouling and ensuring 3-A compliance.
Applications
- Permeate Pasteurization: Heat exchangers pasteurize fresh permeate at 7275°C to control microbes while preserving lactose and minerals for food ingredient use.
- Pre-Evaporation Heating: Regenerative warming to 5060°C prepares permeate for concentration, recovering energy from condensate streams.
- Multi-Effect Evaporation: Systems concentrate permeate to 5060% solids under vacuum at low temperatures, preventing Maillard reactions.
- Post-Concentration Cooling: Chillers rapidly cool concentrated permeate to 1015°C to inhibit crystallization before spray drying or storage.
- CIP for Lactose Fouling: Automated CIP removes mineral and lactose deposits using acid washes, maintaining efficiency in permeate processing lines.
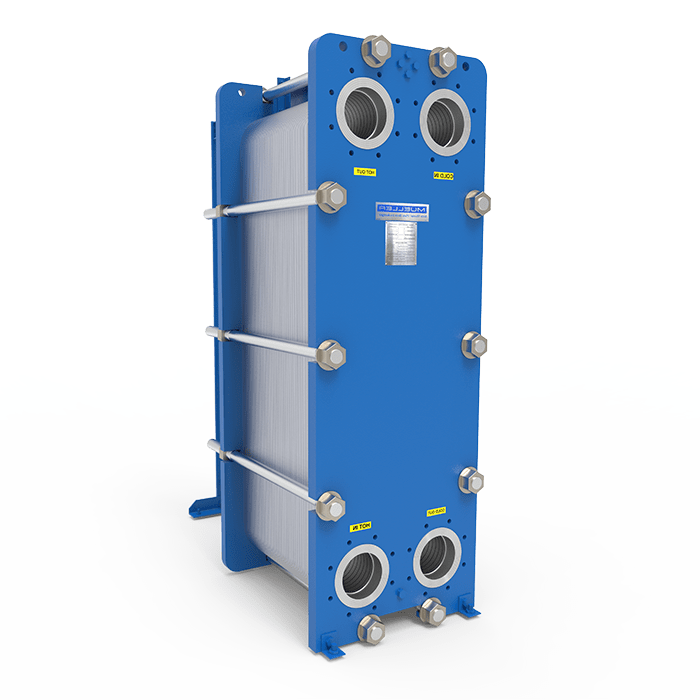
Plate & Frame Exchangers
Compact High-Efficiency Heating & Cooling
- Up to 10,000 L/h Capacity
- Regenerative Energy Recovery
- CIP-Compatible Gaskets
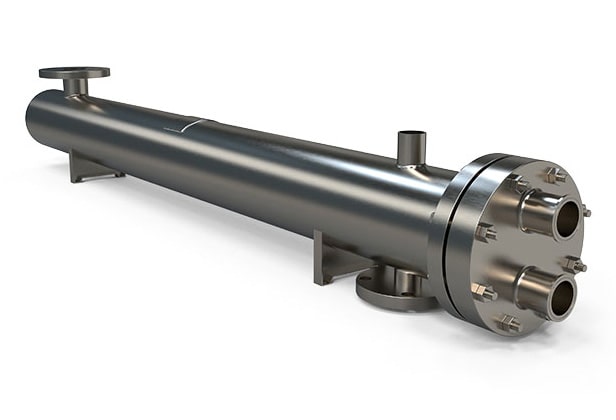
Shell & Tube Exchangers
Robust for Viscous Milk Flows
- Custom Tube Configurations
- High-Pressure Handling
- Sanitary Tri-Clamp Fittings
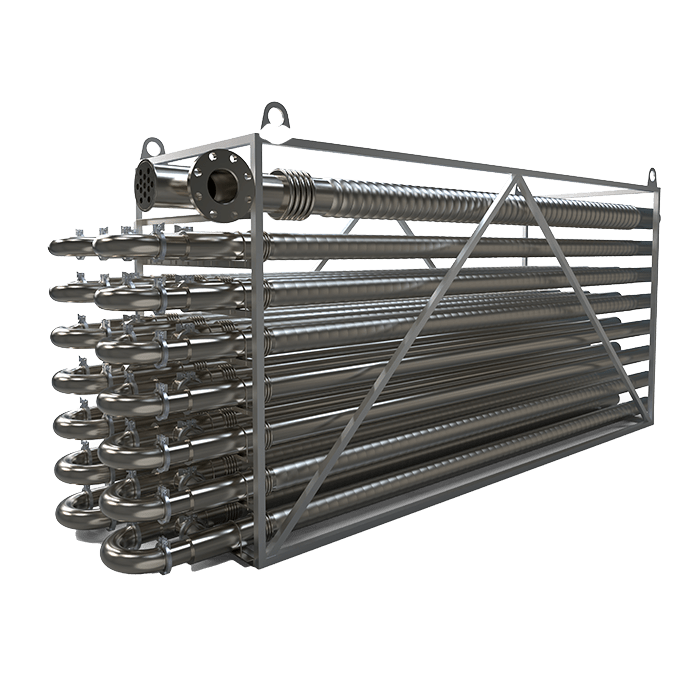
Tube-in-Tube Exchangers
Gentle, Low-Fouling Heat Transfer
- Coaxial Tube Design
- Ideal for Pre/Post-Homogenization
- Fully CIP & 3-A Compliant
Advantage Chillers
Precision Cooling to 0.5°C
- Water or Glycol Systems
- ±0.1°C Temperature Stability
- Stainless Steel & CIP Ready

The Benefits of Dairy Heat Exchangers for Dairy Permeate Processing
Dairy permeate, a valuable by-product rich in lactose and minerals, benefits from optimized thermal processing to maximize usability in beverages and animal feed. A whey processing facility increased permeate concentration efficiency by 30% using multi-effect shell-and-tube evaporators and regenerative plate exchangers, with Advantage chillers for final coolingreducing energy costs by 40% and achieving consistent 55% solids with no crystallization issues over 12 months.
These exchangers feature mineral-tolerant designs with smooth surfaces to resist scaling, 316L stainless steel, and vacuum-compatible construction for low-temperature evaporation. Tube-in-tube systems provide gentle handling to prevent lactose degradation, while PLC controls monitor solids content in real-time. Specialized CIP with acid descaling ensures long run times in high-mineral environments.
From cheese manufacturing by-product streams to standalone permeate plants, these heat exchangers deliver effective pasteurization, energy-efficient concentration, and controlled coolingproducing high-quality dairy permeate for cost-effective ingredient applications and sustainable dairy operations.
